
服務熱線:
18321571216
打磨注塑模具時(shí)應考慮以下因素—上海注塑模具
上海注塑模具...
我們日常生産、生活中所使用到的各種(zhǒng)工具和産品,大到機床的底座、機身外殼,小到一個胚頭螺絲、紐扣以及各種(zhǒng)家用電器的外殼,無不與模具有著(zhe)密切的關系。模具的形狀決定著(zhe)這(zhè)些産品的外形,模具的加工質量與精度也就(jiù)決定著(zhe)這(zhè)些産品的質量。因爲各種(zhǒng)産品的材質、外觀、規格及用途的不同,模具分爲了鑄造模(上海塑料模具)、鍛造模、壓鑄模、沖壓模等非塑膠模具,以及塑膠模具。
打磨注塑模具時(shí)應考慮以下因素——上海注塑模具公司小編來爲大家娓娓道(dào)來: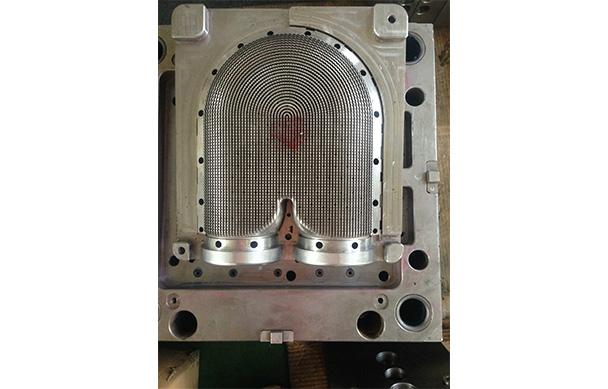
一:
在R0.1-0.25毫米的情況下,切削刃圓角的銳度取決于切削刃的銳度。
二:
砂輪表面(miàn)應清理幹淨。
三:
建議使用松軟的粗粒砂輪。如WA46KV
四:
每次研磨量(刀具)不應超過(guò)0.013 mm。過(guò)度磨削會(huì)導緻注塑模具表面(miàn)過(guò)熱,相當于退火處理,注塑模具變軟,大大降低注塑模具壽命。
五:
打磨時(shí)必須添加足夠的冷卻液。
六:
打磨時(shí),沖頭和下模應固定牢固,并使用專用工裝夾具。
七:
注塑模具的研磨量是恒定的。如果達到此值,沖頭將(jiāng)被(bèi)報廢。如果繼續使用,很容易損壞注塑模具和機器。
八:
打磨後(hòu),應使用磨刀石處理邊緣,以去除過(guò)度鋒利的邊緣。
九:
磨尖後(hòu),清洗、退磁、上油。
我司服務:上海注塑成(chéng)型 /
本文版權歸網站所有,轉載請聯系并注明出處:
http://127.0.0.1/article-detail/WqLoJvDN
聯系方式:
聯系人:鄭小姐 手機:18321571216
Email:18321571216@163.com
地址:上海市青浦區華新鎮華蔡路399号

掃碼關注
本站使用百度智能(néng)門戶搭建 管理登錄